
|
磨床上下料机械手
一、 方案概述
方案根据贵公司磨削产品与膨胀芯轴间隙,选用高精度六关节机器人和高精度气抓,在理论上确保磨床上下料的顺利进行。同时在气抓的选型上,力求适应多的品种的工件,并且不同种类的工件只需更换气抓手指即可,目前只需设计两种手指,分别适应ABCE四种工件和DF两种工件。方案的优势在于合理整合现有成熟的设备用于磨床上下料。同时方案的可行性与贵公司的规划和技术条件密切相关,所以我公司根据目前掌握技术条件做出三种技术方案规划供贵公司选择。
二、 磨床上下料机械手方案简介
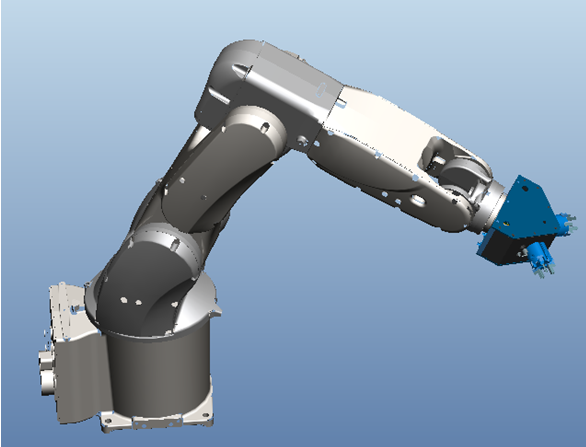
1. 磨床上下料机械手关键部件由六关节机器人本体及控制器、气抓、手指、总体电控系统系统等构成。
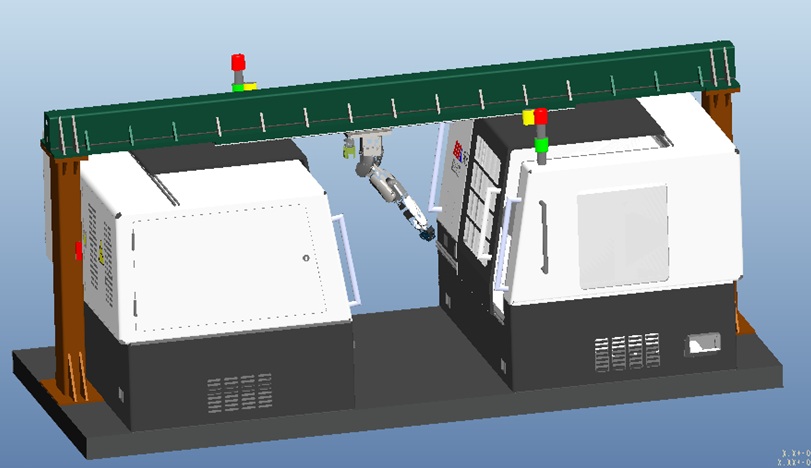
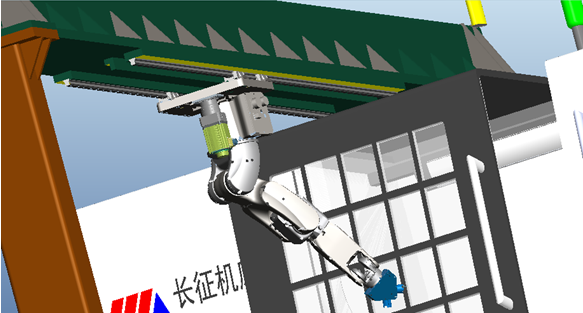
2. 机械手示意图如下,主要完成从工作台取放件,到磨床主轴取放件的工作。
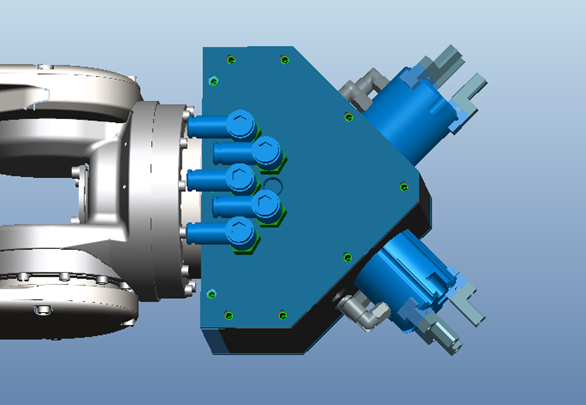
3. 气抓示意图如下,一个气抓用于取料,另外一个气抓用于上料。
三、 磨床机械手与磨床总体规划
1. 前提条件说明:
a) 目前磨床的间距为1450mm,主轴为到磨床门的距离为440mm,所以两台磨床的主轴距离为2330mm,所以要求机械手运动范围>R1200mm。
b) 目前工件与膨胀芯轴的间距为0.1mm,所选的气抓重复定位精度为±0.01mm,为确保工件理论上的顺利装入,六关节机器人的重复定位精度应<±0.04mm。
c) 没有满足以上两个条件的六关节机器人,而且精度是首要保证的,在确保精度的前提条件下,我们采用其他方式来解决六关节机器人运动范围的不足。
d) 方案一增加机器人第七轴。优点是保证磨床间距不变,缺点是需要提高七轴的精度和增加桁架。
e) 方案二减小目前机床的间距为700mm甚至更小。优点是设备投入小,缺点是不利于后期机械手和机床的维护。
f) 方案三为每台磨床安装一台上下料机械手。优点是可以提高机械手的理论上料精度,六关节机器人的重复定位精度可以提高到±0.02mm,而方案一、二的精度只能选择±0.03mm,但缺点是设备投入相对提高。
g) 我公司建议将工件与膨胀轴心的间隙经一步提高,我公司将会提出更合理、性价比更高的方案;当然在目前条件下我们也有其他方式解决,但都是我们不推荐和贵公司不能接受的,所以不宜提及。工件来料位的布置相对简单,本文不以介绍。
2. 总体规划方案一
a) 方案采用桁架并辅以运动轴作为机械手的安装平台。运动轴可以带动机械手在两台磨床和料台之间来回运动,以完成磨床的上下料工作。
b) 方案采用重复精度为±0.03mm的六关节机器人和重复定位精度为±0.01mm的气抓,而我们在增加外部轴后人为降低了整个机械手的重复定位精度,所以需要较大程度的提高外部轴重复定位精度。此方案同时也降低了机械手工件装配的理论可行性。
c) 示意图如下:
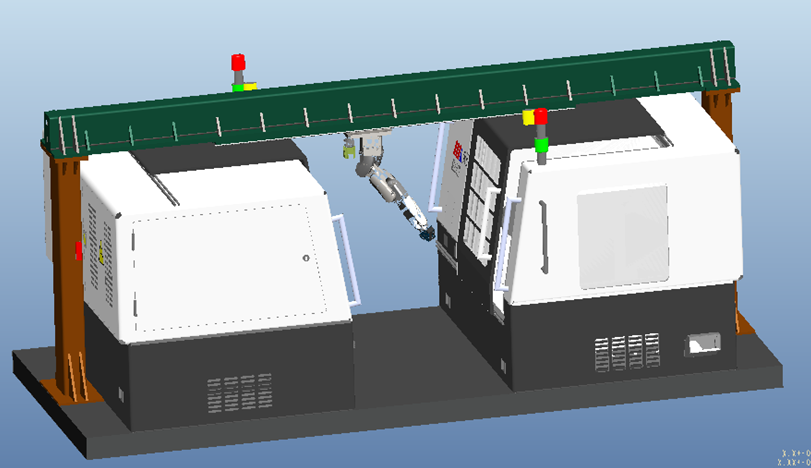
3. 总体规划方案二
此方案次用减小磨床间距的方式解决机械手运动范围不足的问题,但此方案的确定在于不利于后期维护。具体示意图如下:
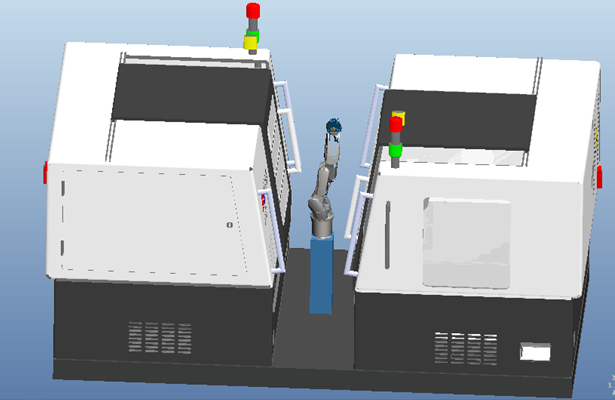
4. 总体规划方案三
方案将机械手贴近磨床安装,具体示意图如下:


 川公网安备51012202001782
川公网安备51012202001782