
|
辊锻机械手
一、 方案概述
方案根据辊锻特点设计的两坐标、三轴机械手,可以适应不同品种的辊锻要求;同时根据现场条件,定制安装方式,减少现场安装时间。机械手采用进口直线导轨、滚珠丝杆、伺服电机,确保机械手的品质和使用寿命,设计上采用高安全系数,保证机械手的可靠性。同时为了避免人工上料的不便,增加专用上料机械手,衔接中频加热炉和辊锻机械手,实现二者无人化卸料和上料。
二、 方案简介
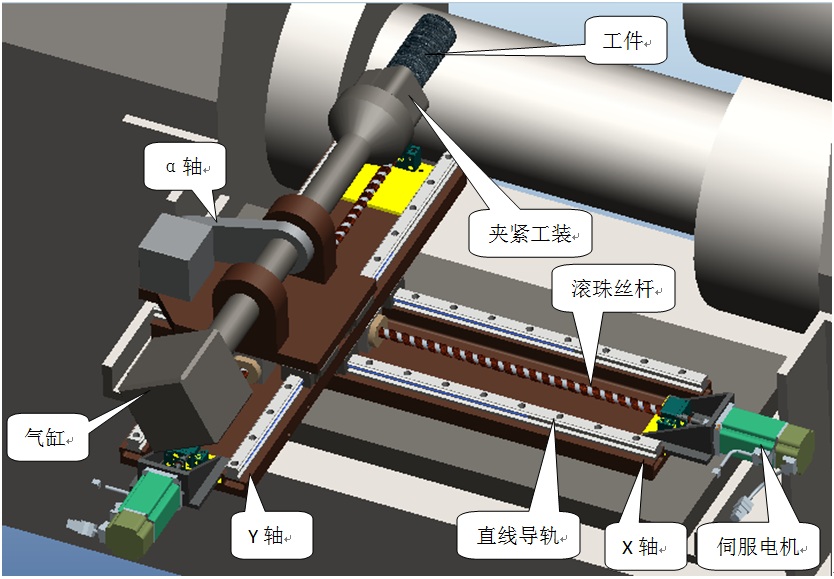
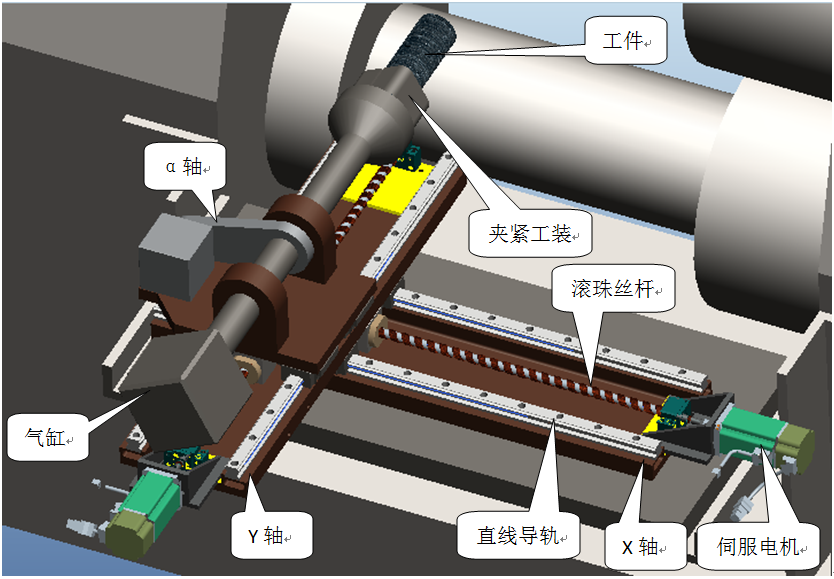
1. 辊轧机械手方案由X轴、Y轴、α轴、夹紧工装、电控系统及气路系统。XY 轴由伺服电机、直线导轨、滚珠丝杆和机座构成;α轴由伺服电机、同步带、同步带轮等构成;夹紧工装由气缸和夹紧机构等构成;
2. 辊轧机械手示意图如下:
3. 上料机械手由水平移动轴、旋转轴和加紧工装以及气路系统构成;平移动轴由直线导轨和无杆气缸构成、旋转轴由回转气缸构成、夹紧工装由气缸和夹紧机构等构成;
4. 上料机械手示意图如下: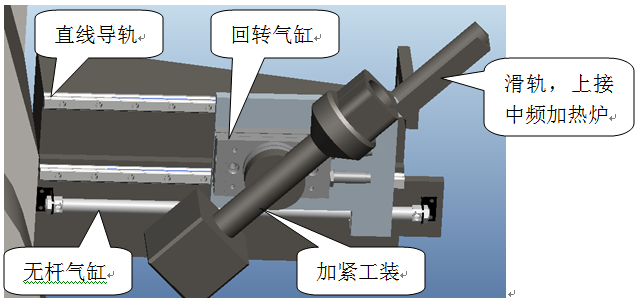
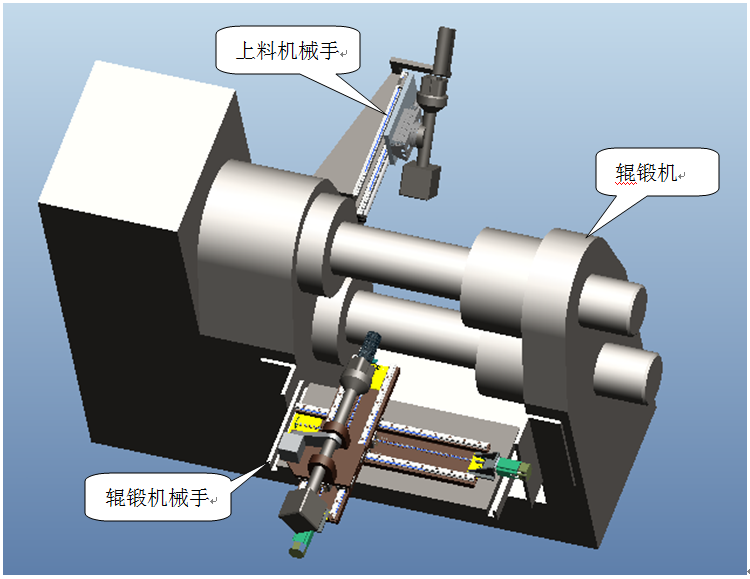
5. 总体布置示意图如下:
6. 工作流程:
1) 人工将工件从中频炉中推出;
2) 上料机械手接住并加紧工件,然后旋转至水平;
3) 工件通过无杆气缸推动到上料辊锻机械手;
4) 辊锻机械手接住并加紧工件,同时上料机械手松开工件退回;
5) Y轴伺服电机根据辊锻位置自动将工件送到1号辊轧道;
6) Y轴伺服电机根据辊轧线速度,带动工件退回,完成1号滚轧道辊轧;
7) X轴根据设定程序,自动将工件带到2号滚轧道;
8) α轴带动工件旋转90°;
9) Y轴伺服电机根据辊锻位置自动将工件送到2号辊轧道;
10) Y轴伺服电机根据辊轧线速度,带动工件退回,完成2号滚轧道辊轧;
11) X轴根据设定程序,自动将工件带到3号滚轧道;
12) α轴带动工件旋转90°;
13) Y轴伺服电机根据辊锻位置自动将工件送到3号辊轧道;
14) Y轴伺服电机根据辊轧线速度,带动工件退回,完成3号滚轧道辊轧;
15) X轴根据设定程序,自动将工件带到4号滚轧道;
16) α轴带动工件旋转90°;
17) Y轴伺服电机根据辊锻位置自动将工件送到4号辊轧道;
18) Y轴伺服电机根据辊轧线速度,带动工件退回,完成4号滚轧道辊轧;
19) 人工取下工件,XYα轴回到初始位置。
20) 重复步骤“1)”;
7. 方案特点:方案基于仔细分析各种机械手、综合考虑后,选择的较优、简单、可靠、适应能力强的方案。方案机械手可以适应不同机械,不同辊轧速度的需求。同时控制柜可以一次性将所有辊轧品种的程序储存,在产品切换时简单快捷的调用,避免了换型过程中更多的时间浪费。
8. 实现方式:
a) 贵公司选择一个品种辊锻毛坯,作为机械手夹紧夹具的设计基础。
b) 我公司根据贵公司选择的毛坯,提供完整的控制程序。
c) 机械手的设计和安装需要贵公司全力配合。

 川公网安备51012202001782
川公网安备51012202001782