

刀具上卸料生产线方案
1. 适应产品规格
此工作站适应如下产品,若需要扩展,需重新评估: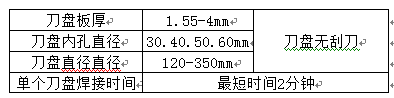
2. 项目的目的和意义
1) 项目的目的:
实现锯片焊机的自动上卸料
消除因人工原因引起的设备焊焊机暂停,提高产能
减少人工成本
2) 项目意义在于通过工业机器人实现焊机工件的上卸料,提高设备的利用效率,提高公司产能,减少人工成本,实现公司效益的增加,提升公司综合竞争力。
3. 主要设备布置图及配置清单
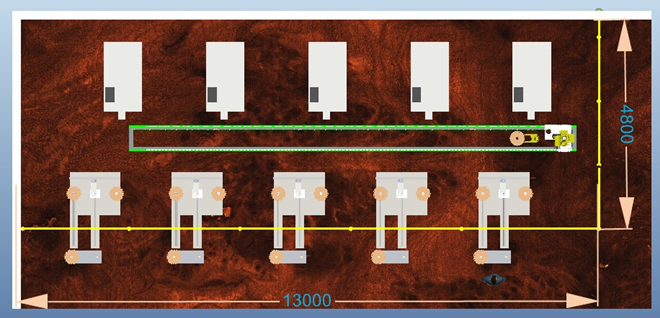
1) 三维布局图: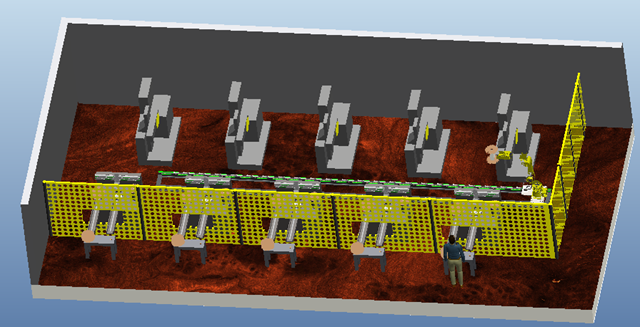
2) 主要设备清单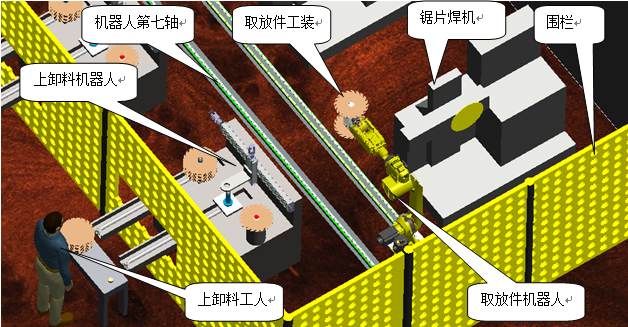
主要设备清单
注:如以上配置发生变动,须有双方确认的书面文件。
二、 系统功能及设备功能简述
此系统为实现锯片焊机的自动上下料而特别设计的。本系统选用一台六轴工业机器人、自行设计机器人第七轴、直角坐标机器人、上卸料机构等,配套自动话控制系统和智能界面,采用人工对工件成组的下料和上料,完成产品从成组毛坯分拣——取毛坯——取成品——上毛坯(自动焊接)——放成品——成组堆放成品的自动化上下料。
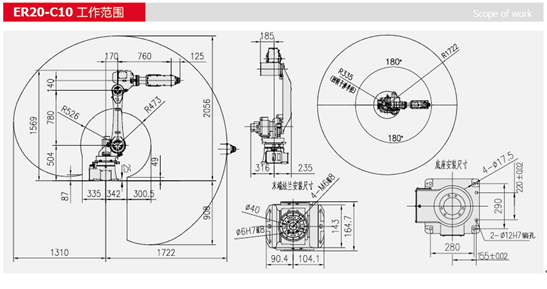
1. 六轴工业机器人
本系统选用efort六轴工业机器人,荷重20kg,工作半径R1722mm,包括机器人本体、机器人控制柜、示教盒及供电电缆等。
机器人主要实现锯片焊接的上下料。
ER20-C10工业机器人结构紧凑,运动速度快,具有较高的重复定位精度和轨迹跟踪精度,采用总线架构,扩展应用方便,适用于机床上下料、激光切割、打磨等行业。
机器人是开源节流的得力助手,能有效减低单位制造成本,提高生产效率;高度柔性的机器人自动化焊接系统能根据市场需求的波动灵活增减产量,还能加快产品转换;机器人自动化系统的重复定位精度与一致性俱优,能长期确保优质稳定的产品质量与工艺控制;机器人能够在严苛环境和高危环境下作业,适合高强度的重复性劳动,从而改善工人工作条件和安全性;并且机器人自动化系统一般占地较小,生产设施更紧凑,无需扩建厂房却能达到扩大产能的目标。

2. 机器人第七轴
机器人七轴为机器行走机构,实现不同工位焊机之间的来回运转。此机构采用伺服电机驱动,齿轮齿条传动,直线导轨导向,底座采用型钢焊接,分段制造、整体组装。设计运动速度42m/min。具体结构见下图。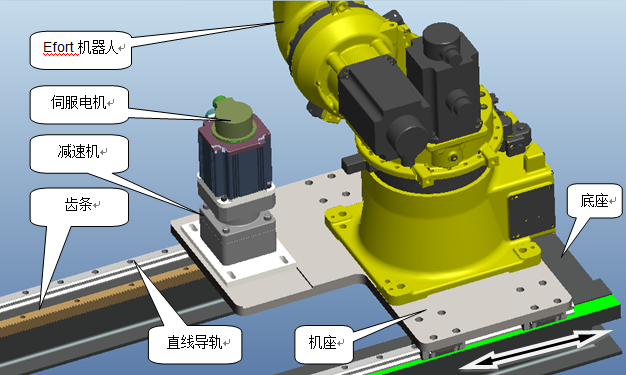
3. 取放件工装
取放件夹具的设计原则是满足抓取功能的同时缩短锯片焊机的等待时间,故在夹具两边都设计有相同的抓手,以便在取完成品后立即装上毛坯件。
工装结构采用铝制材料,目的是为减轻机器人的负载。采用三只电磁铁组装一只抓手,每只电磁铁的能提供45N的吸力,确保在夹持过程中工件的稳固,同时三电磁铁的设计提高抓手的可靠性,保证在有一只电磁铁损坏的情况下也能正常工作。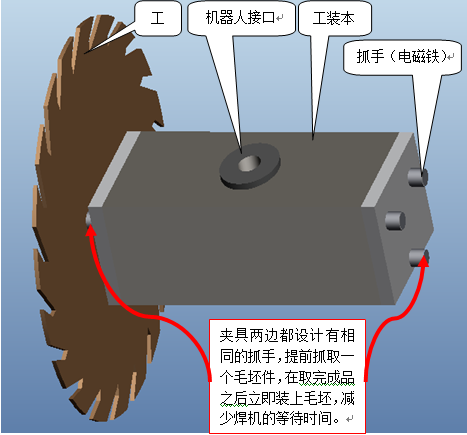
4. 上卸料机器人系统
此系统由上卸料机器人、上卸料机构、自定心装置构成。用于实现成组毛坯的分拣、成品成组叠放、成组毛坯及成品的输送、单件毛坯及成品的搬运及取放件机器人抓取工件之前对工件的自动定心。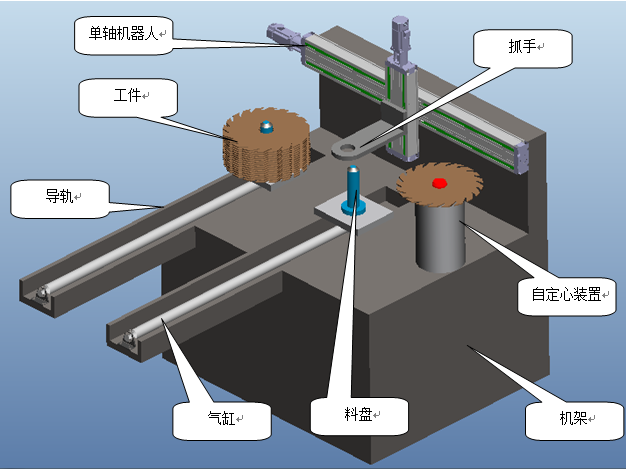
上卸料机器人用于分拣毛坯和叠放成品(可以实现轻放)。主要由两个各单轴机器人和抓手构成。通过直角坐标运动,将毛坯或成品工件在料盘和自定心装置之间来回搬运。
单轴机器人采用海科标准模组和伺服电机及驱动构成。海科模组具有功能稳定、结构可靠、经济实惠及防尘等优点。
抓手采用同取件工装相似设计,采用三只电磁铁及必要结构组成抓手。
上卸料机构用于在围栏内外搬运成组的毛坯或工件。主要由无杆气缸、直线导轨、托盘及料盘构成。主结构上采用C型槽设计;托盘上设计通用接口,方便在更换不同内径工件时更换料盘。
自定心装置的设计是为了给取放件机器人一准确位置,方便在抓取之后准确将工件装载锯片焊机上。
5. 防护围栏
将所有运动设计布置与围栏内,可以为工人及其他相关人员提供一个安全可靠的工作环境。围栏布置有检修门,布置必要的检测开关,并与整套控制系统联动,在设备正常工作时,假如有人员闯入,将立即停止所有设备的运转,确保人员安全。
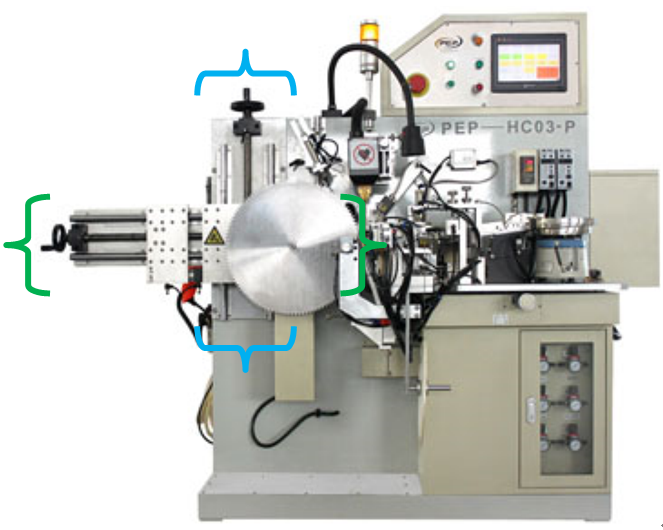
6. 焊机设备改造
为了取放工件时机器人有足够的空间活动,避免与锯片焊机的干涉,需要对焊机上装载工件的两个活动轴进行自动化改造(下图括号标记区域)。
具体改造措施:将现有的手摇手柄改为拆下,加装步进电机、减速器、限位开关及连接板。此改造可以增加原油焊接的自动程度。通过控制将取放件位置向左移动,通过取记信号,取放件机器人可以准确知道取放件位置,便于取放件,避免干涉。
三、 工艺过程简述
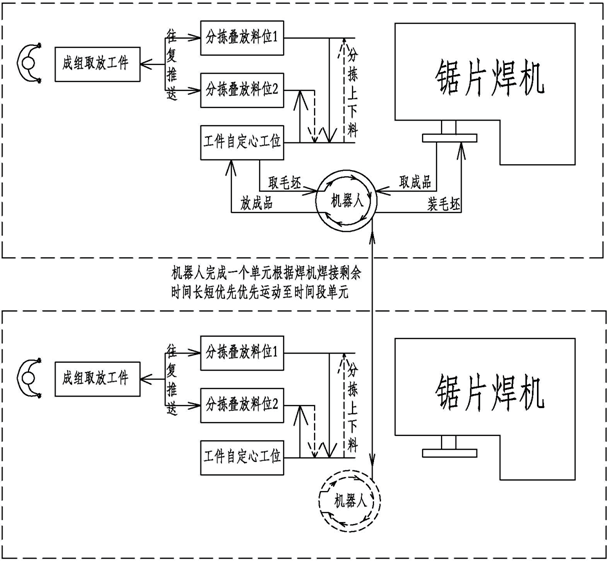
1. 工艺流程图
固定单元:锯片焊机 + 上卸料机器人系统 数量五套(由实际锯片焊机数量决定)
活动单元:取放料机器人 数量一套
每套固定单元与活动单元组成一个流程:
2. 生产节拍
机器人取放工件节拍
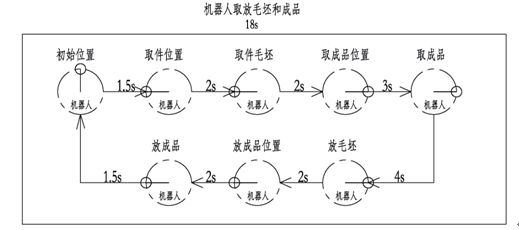
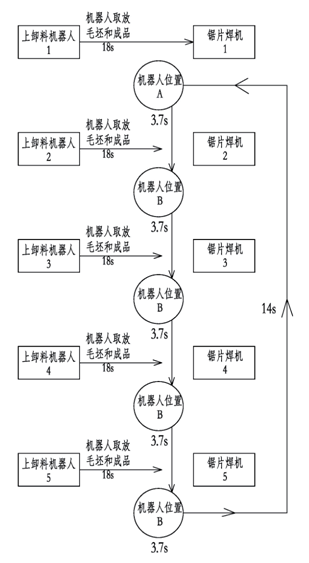
取放件机器人走完一个流程的节拍
机器人走完一个循环时间=18*5+3.7*4+14=118.8s≈2min 这与每台机器的短焊接时间2分钟匹配。从而确保每台焊接焊接完成后取放件机器人都能到位。
锯片焊机焊接节拍
根据焊机的焊接速度。每焊接完成一个工件所需要的时间2分钟,再加上从取件到放件的6秒中,锯片焊机的节拍126秒。
上卸料机器人节拍
因为每台焊机都有一个上卸料机器人,故只需要在焊机焊接时间2分钟内完成即可。具体节拍如下:
取成品2s——搬运成品2s——叠放成品4s——运动直取毛坯位3s——取毛坯2s——
搬运毛坯2s——放毛坯2s
总循环时间=2+2+4+3+2+2+2=17s
人工成组上料和卸料节拍
设计每个料盘盛放15件毛坯或工件,根据每台焊机焊接的运行时间126s,焊接完成15件工件所需时间=15*126=31.5分钟,总共五台锯片焊机,故每个台焊机的成组上卸料时间位为31.5/5=6.3分钟。有充足的时间供工人完成成组工件的上卸料。
四、 环境条件
五、 设计条件
设计开始时,买方提供需要的工件毛坯和成品图纸、工件种类数量、场地尺寸及其他相关信息。提供信息不完全或临时增加设计条件导致设计制造成品怎加的时候,另行追加报价要求。
卖方设备的颜色(机器人除外)等根据买方的要求进行设计。若买方无特别要求,将根据卖方标准进行设计。
买方提供足够数量的工件以供卖方调试。
六、 安装调试培训及验收
1. 安装调试
卖方负责在买方现场完成所承制设备的安装,买方提供行车、叉车及用电用气、人员等的支持。
卖方在买方现场完成合同规定条款的系统调试工作。
2. 机器人及系统的操作培训
卖方提供机器人操作基础培训。
卖方对买方进行系统操作编程培训指导。
涉及买方人员的差旅和交通住宿等费用未包含在内,由买方自行承担。
3. 验收
验收分为预验收与终验收。预验收在卖方工厂进行,终验收在买方工厂进行。
在设备达到设计生产节拍条件时,买方必须进行预验收和终验收:
4. 提供资料
卖方向买方提交如下技术资料:
系统使用说明书:中文版1套。
机器人操作说明书、保养说明书:中文1本。
机器人控制器说明书:中文1本。
电气图纸(原理、接线、柜内布置、电缆清单):1套(pdf格式)。
设备总装图纸及易损件零件图:1套(pdf格式)。
备件清单。
七、 主要元器件制造商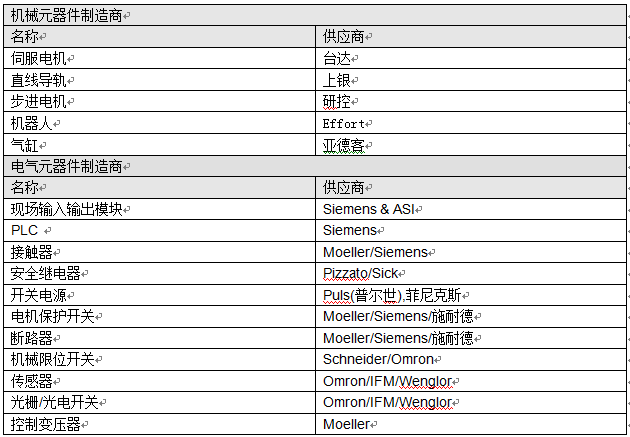
八、 质量保证
质保期:设备终验收后一年内或到达买方现场一年以内。
在质保期间内,如果不是因为买方的责任而发生故障的情况下,维修用部品或者更换由卖方无偿运输至买方。
即使在质保期间内,卖方将不承担下述情况所发生的费用。
i. 购买后由于买受方或者第三者的不当修理、改造、转移或者使用上不注意引起的损坏。
ii. 由火灾、水灾、地震、雷电或其他不可抗力所引起的损坏。
iii. 转卖、转让、赠与第三方等情况。
iv. 不按使用说明书上所要求的进行适当的维修保养作业而发生的损坏。
v. 即使在质保期间内,有关消耗品也不属于质保的范围。
vi. 卖方的责任只限于本协议书所描述的内容,这之外的责任卖方不承担。
九、 买方责任
需向卖方提供准确、详细的相关工件、设备及车间布局信息。
负责对现场进行改造以适合机器人系统的安装要求。
负责提供充足的现场调试用工件,以及保证周边设备的正常运行。
对机器人系统的安装调试提供必要的水、电、压缩空气、叉车行车等的使用支持。
在设备达到验收条件时负责对设备进行验收。

 川公网安备51012202001782
川公网安备51012202001782