
工业机器人冲压连线系统技术方案
1. 概述
卖方为买方提供工业机器人自动冲压连线系统壹套及安装与调试、培训服务事宜。
本项目为交钥匙工程,指调试完成后可以直接用于生产。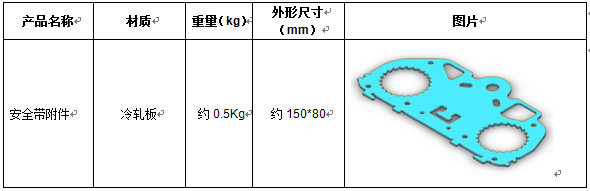
2. 主要设备布置图及配置清单
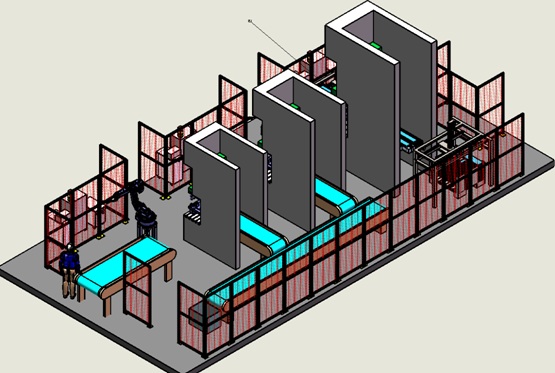
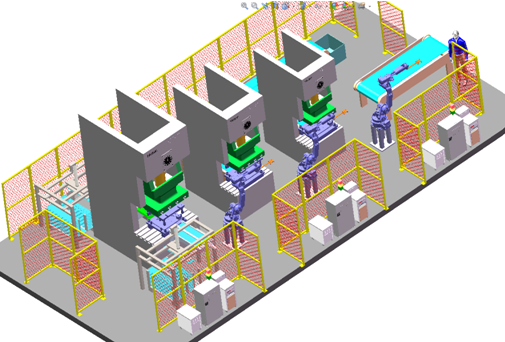
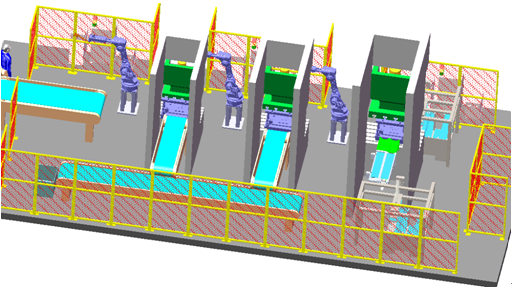
三维布局图: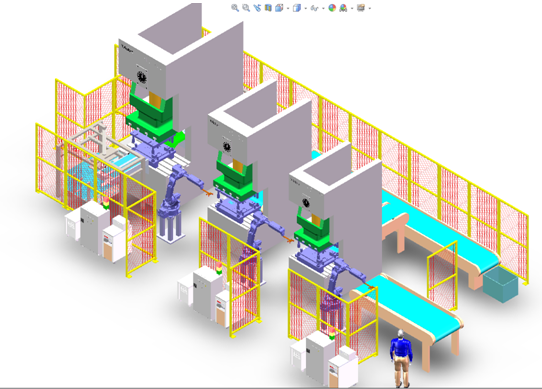
平面布置图:
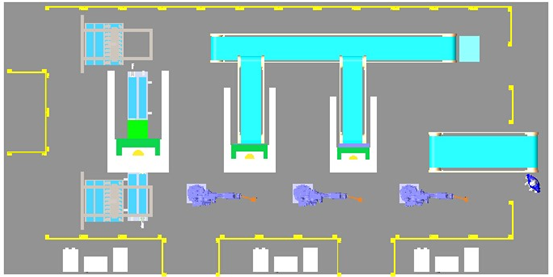
占地面积:5000×13000mm
主要设备清单—附例1: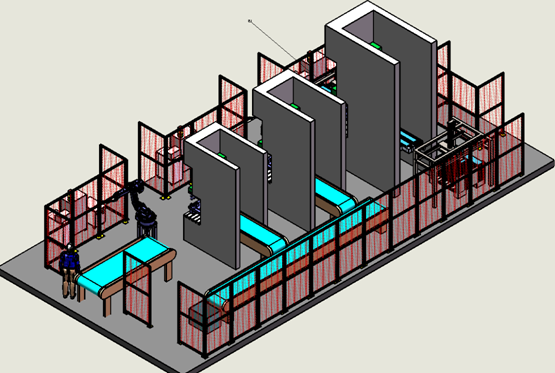
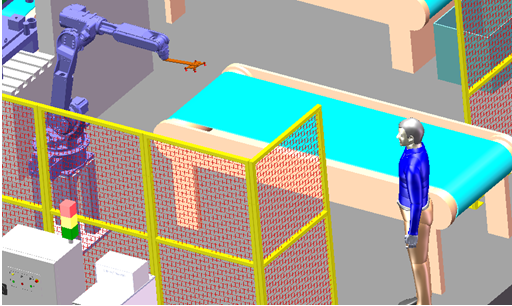
1、板料上料机构 2、机器人安装底座 3、六轴工业机器人4、冲压机床 5、机器人控制系统 6、机器人搬运系统 7、废料传送系统 8、废料储存框 9、成品传送系统10、操作工人11、系统安全围栏(含门锁、检测开关等)12、工业机器人抓手
附例1
注:如以上配置发生变动,须有双方确认的书面文件。
3. 系统功能简述设备功能简述
此系统为工业机器人冲压连线系统。本系统选用三台六轴工业机器人、配套机器人搬运夹手等专业设备,采用流水线对工件进行下料和上料,以完成冲压产品的整个冲压过程。
3.1. 六轴工业机器人
本系统选用YASKAWA六轴机器人,荷重6kg以上,工作半径R1441mm以上,包括机器人本体、机器人控制柜、示教盒及供电电缆。
自动化打磨解决方案引入六轴工业机器人是可持续式的生产制造解决方案。
机器人是开源节流的得力助手,能有效减低单位制造成本,提高生产效率;高度柔性的机器人自动化打磨系统能根据市场需求的波动灵活增减产量,还能加快产品转换;机器人自动化系统的重复定位精度与一致性俱优,能长期确保优质稳定的产品质量与工艺控制;机器人能够在严苛环境和高危环境下作业,适合高强度的重复性劳动,从而改善工人工作条件和安全性;并且机器人自动化系统一般占地较小,生产设施更紧凑,无需扩建厂房却能达到扩大产能的目标。
3.2. 工业机器人搬运夹手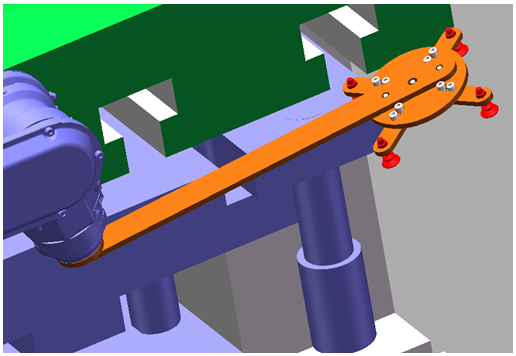
采用柔性工业机器人抓手,采用真空吸盘的形式抓取工件,负载:6Kg。
工作方式:气动;
传输和定位形式:工业机器人搬运工件,以上料工位为定位基准,对工件进行定位装夹;
设备功能描述:
(1) 由工业机器人搬运半成品给冲压机床,机器人夹手抓取工件,无中间环节,保证工件定位精度;
(2) 搬运夹手上采用多点位真空吸盘,可适应多规格的产品,此搬运夹具可分别安装与拆卸,以适应使用方随意更换产品和更改生产工艺以及产品流向问题;
(3) 机器人抓取方式采用平移抓取,抓取和平移过程保证工件没有任何翻转、抖动,在传输过程中保证了工件的平稳抓取和移动;
(4) 上模上升过程中排屑装置启动,以保证机器人抓取工件和在移动工件过程中能够平稳;
(5) 整个冲压过程,机器人只对工件进行下料和上料,便完成所有冲压工序。
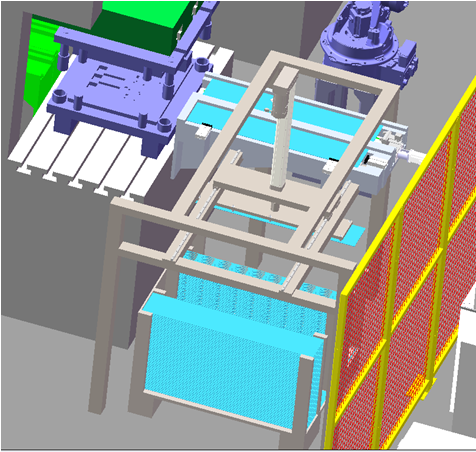
3.3. 板料上料机构
该连线的板料上料机构采用自动上料机构,人工将码垛好的来料放置于上料台上即可。采用柔性真空吸盘抓手,采用真空吸盘的形式对冲压机床进行上料,负载:4Kg。
工作方式:气动+电动;
传输和定位形式:真空吸盘搬运工件,以上料工位为定位基准,对工件进行定位装夹;
设备功能描述:
(6) 由工人转运板料给上料机构,真空吸盘夹手抓取工件,无人工干预中间环节,保证工件定位精度;
(7) 搬运夹手上采用多点位真空吸盘,可适应多规格的产品,此搬运夹具可分别安装与拆卸,以适应使用方随意更换产品和更改生产工艺以及产品流向问题;
(8) 真空抓取方式采用平移抓取,抓取和平移过程保证工件没有任何翻转、抖动,在传输过程中保证了工件的平稳抓取和移动;
(9) 上模上升过程中排屑装置启动,以保证机器人抓取工件和在移动工件过程中能够平稳;
(10) 整个上料过程,该上料机构只对冲压机床进行上料,便完成所有冲压工序。
3.4. 安全防护系统
安全防护系统,由安全围墙、安全围栏和安全门组成。
安全围墙/安全围栏防止人员非正常闯入工业机器人冲压单元。
安全围墙/安全围栏设有安全门,当人员无故进入时,工业机器人自动停止工作。
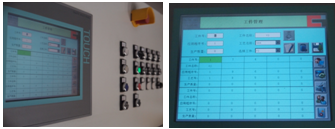
3.5. PLC控制系统及HMI操作界面
PLC控制系统用于控制机器人、冲床及相关设备的协调工作。
灵活快速响应多品种产品切换。
设置触摸屏操作面板,用于显示工作站各设备的运行状况、故障类型,友好的HMI人机中文界面,方便工人进行参数修改。
4. 工艺过程简述
4.1. 工艺流程图
典型工件产品图,如下: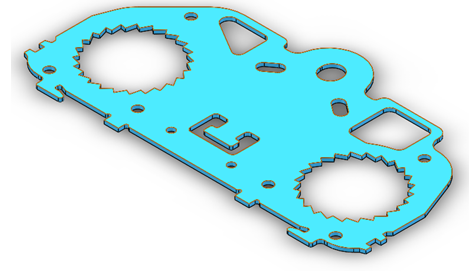
搬运夹具上安装有检测装置,用于检测工件的抓取和放置以及运输。
4.2. 生产节拍(主要根据冲压时间来定)
产品名称 材质 预计节拍 每天冲压量 (单天按8小时计) 备注
工件 冷轧板 3s 约9600件 此节拍由需方提供冲压工艺及模具确定
4.3. 工艺过程简述
4.3.1. 上料
工人将板料按照规定姿态放置到上料工作台上的托盘上并定位,启动上料确认按钮,上料工作台锁紧解除,工作台移动,把上料工位工件送入冲压上料单元。上料机构,如下图所示:
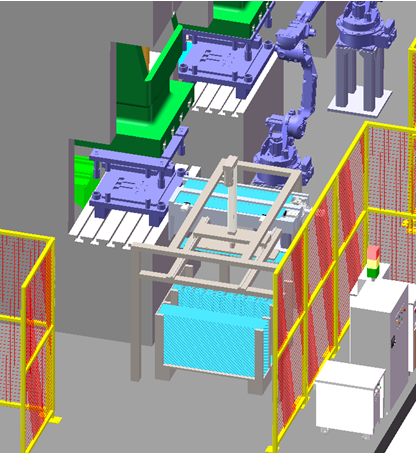
4.3.2. 机器人抓取工件
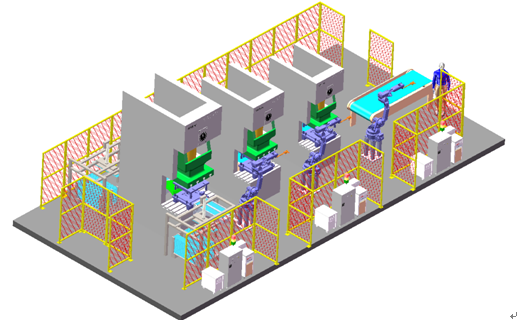
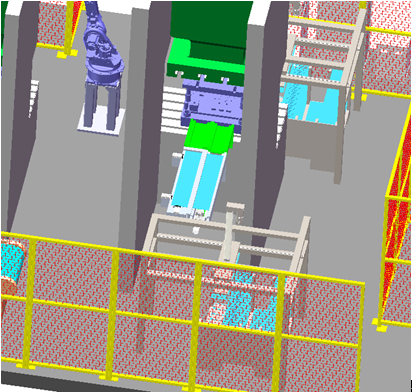
冲压机床完成冲压后,机器人得到系统响应信号,按要求使用抓手抓取工件。在冲压连线过程中,六轴机器人只需在冲压模具内抓取工件,即可将半成品送入下一个冲压模具内。如下图所示:
4.3.3. 工件成型过程
机器人与冲压机床共同完成工件的冲压成型过程。
4.3.4. 下料
机器人将冲压完成的工件放在输送带里,由其输送至安全防护装置外,操作员在安全区域对其进行质量检测和人工下料堆放。
机器人下料放置工件的位置处有传感器检测链板输送机上有无工件存在,避免意外碰撞。从机器人放置位置到安全区域人工下料位置之间的区域为缓冲堆积区域,当机器人放置位置有工件时,系统警示灯亮,提示操作员检测和下料。
4.3.5. 废料处理
废料的处理分为两种形式:
一种是第一道工序(落料)的处理:此种处理方式采用与板料上料相同的形式,优点在于废料堆砌整齐,便于人工的转移和后续的处理工作。
二种是采用传输线的形式,由于在第二和第三道冲压中,废料都为小件,故将废料进行集中处理,人工在规定的时间内对其进行转移和处理即可。
5. 环境条件
电源: 装机容量约 8 KW
三相五线制 AC380V,50Hz
气源: 压缩空气质量等级符合《GB/T 13277-2008一般用压缩空气质量等级》标准中车间一般用空气质量等
级:4,6,5等级要求。
气压 6 kgf/cm2 MPa
工作环境: 环境温度 5~45 ℃
环境振动 不大于0.5G
其他 无强电磁信号、无线电等干扰
安装机器人位置保证混凝土地面达到如下要求:
强度等级 min. C20/25,DIN1045-2:2001
混凝土厚度 不小于220mm
地面平面度误差 2mm
6. 设计条件
冲压工件尺寸符合国家标准《国家标准GBT10043-2003》中关于冷冲压件尺寸公差等级要求。
设计开始时,买方提供需要的图纸及相关信息。没有提供图纸及相关信息而完成设计后,如果发生了与设备干涉的时候,另行报价并追加要求。
卖方设备的颜色(机器人除外)等根据买方的要求进行设计。若买方无特别要求,将根据卖方标准进行设计。
买方提供足够数量的未工件(每种工件至少5件)到卖方所在地,供卖方进行设计和调试设备使用。
7. 安装调试培训及验收
7.1. 安装调试
卖方负责在买方现场完成所承制设备的安装,买方提供行车、叉车及用电用气、人员等的支持。
卖方在买方现场完成合同规定工件的单机和系统调试工作。
7.2. 机器人及系统的操作培训
机器人操作基础培训(在成都海科工控设备有限公司进行2人次3天的操作培训)。
卖方对买方进行系统操作编程培训指导(在安装现场进行2天)。
涉及买方人员的差旅和交通住宿等费用未包含在内,由买方自行承担。
7.3. 验收
验收分为预验收与终验收。预验收在卖方工厂进行,终验收在买方工厂进行。
在设备达到以下条件时,买方必须进行预验收和终验收:
7.3.1. 生产节拍
见“4.2. 生产节拍”。
7.3.2. 加工质量
在冲成零件的一定形状的同时,保证其尺寸符合精度要求,而冲切表面应该是光洁的,没有裂纹、撕裂等缺陷。
7.4. 提供资料
卖方向买方提交如下技术资料:
系统使用说明书:中文版1套。
机器人操作说明书、保养说明书:中文1本。
机器人控制器说明书:中文1本。
电气图纸(原理、接线、柜内布置、电缆清单):1套(pdf格式)。
设备(如:抓手、传送带)总装图纸及易损件零件图:1套(pdf格式)。
备件清单。
8. 主要元器件制造商
9. 质量保证
质保期:机器人系统终验收后一年内或机器人系统到达买方现场一年以内。
在质保期间内,如果不是因为买方的责任而发生故障的情况下,维修用部品或者更换由卖方无偿运输至买方。
即使在质保期间内,卖方将不承担下述情况所发生的费用。
购买后由于买受方或者第三者的不当修理、改造、转移或者使用上不注意引起的损坏。
由火灾、水灾、地震、雷电或其他不可抗力所引起的损坏。
转卖、转让、赠与第三方等情况。
不按使用说明书上所要求的进行适当的维修保养作业而发生的损坏。
即使在质保期间内,有关消耗品也不属于质保的范围。
卖方的责任只限于本协议书所描述的内容,这之外的责任卖方不承担。
10. 买方责任
需向卖方提供准确、详细的相关工件、设备及车间布局的图纸及足够的铸件。
负责对现场进行改造以适合机器人系统的安装要求。
确保满足条款“5.环境条件”中的所有条件。并负责把电源气源接到卖方现场指定位置。
根据实际情况制作空调房。
负责提供充足的现场调试用工件,以及保证周边设备的正常运行。
对机器人系统的安装调试提供必要的水、电、压缩空气、叉车行车等的使用支持。
在设备达到验收条件时负责对设备进行验收。

 川公网安备51012202001782
川公网安备51012202001782